De eerste booglasmethode werd ontwikkeld in de 19e eeuw en is tijdens de Tweede Wereldoorlog commercieel belangrijk geworden binnen de scheepsbouw. Tegenwoordig blijft het een belangrijk proces voor zowel voertuigen als de fabricage van staalconstructies. Dit is een van de bekende lasmethoden die worden gebruikt voor het verbinden van metalen in industrieën. Bij dit type lassen kan de verbinding worden gevormd door het metaal te smelten met behulp van elektriciteit Om deze reden wordt het een elektrische boog genoemd. Het belangrijkste voordeel van dit lassen is dat er gemakkelijk een hoge temperatuur kan worden ontwikkeld voor het lassen. Het temperatuurbereik van het booglassen is 6k graden Celsius tot 7k graden Celsius. Dit artikel bespreekt een overzicht van elektrisch booglassen.
Wat is elektrisch booglassen?
De definitie van booglassen is een lasproces dat wordt gebruikt voor het lassen van metalen met behulp van elektriciteit om voldoende warmte te genereren voor verzachting. het metaal , evenals wanneer het verweekte metaal wordt afgekoeld, worden de metalen gelast. Dit soort lassen gebruikt een voeding om een boog te maken tussen een metalen staaf en het basismateriaal om de metalen aan het einde van het contact te verzachten.

Elektrisch ARC-lassen
Deze lassers kunnen beide gebruiken DC anders AC , en elektroden zoals verbruiksartikelen, anders niet-verbruiksartikelen. Over het algemeen kan de laslocatie worden verdedigd met een soort beschermgas, slak of damp. Dit lasproces kan handmatig, volledig of semi-geautomatiseerd zijn.
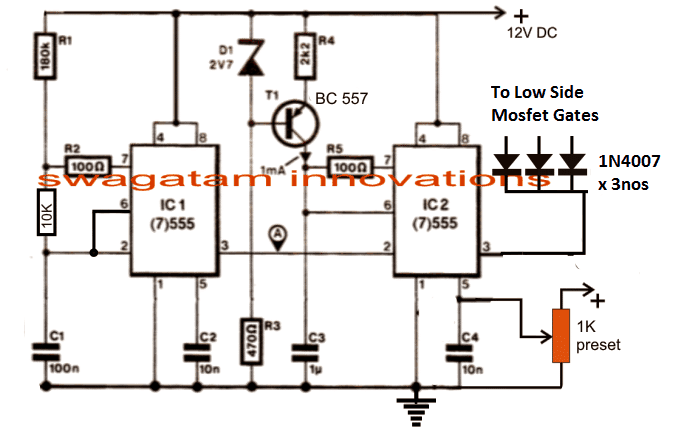
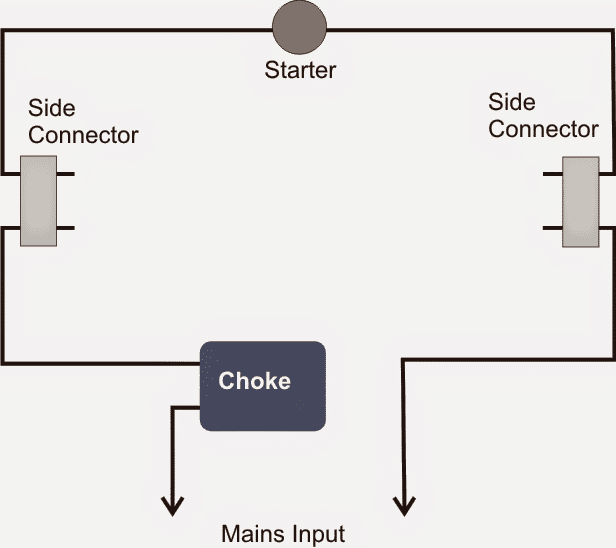
Schakelschema
Bij booglassen kan warmte worden gegenereerd door een elektrische boog die zowel tussen een elektrode als het werkstuk wordt geslagen. De elektrische boog is een gloeiende elektrische ontlading tussen twee elektroden die geïoniseerd gas gebruiken.
Elk type booglastechniek is afhankelijk van een elektrisch circuit dat voornamelijk uit verschillende onderdelen bestaat, zoals stroomtoevoer, werkstuk, laselektrode en elektrische kabels om zowel de elektrode als het werkstuk aan te sluiten op de stroomtoevoer.

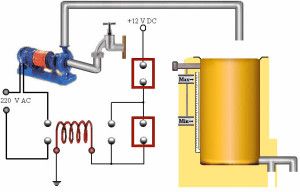
Circuit voor booglassen
De elektrisch boogwikkeling circuit kan worden gevormd door een elektrische boog tussen de elektrode en het werkstuk. De temperatuur van de boog kan oplopen tot 5500 ° C (10000 ° F), wat voldoende is om de randen van het werkstuk te combineren.
Als een lange verbinding nodig is, kan de boog door de verbindingslijn worden bewogen. Het smeltbad van de voorkant lost het gelaste oppervlak op zodra de achterkant van het zwembad hard wordt om de verbinding te vormen.
Zodra een vulmetaal nodig is voor een betere hechting, kan de draad buiten het materiaal worden gebruikt dat naar het booggebied wordt gevoerd, dat het smeltbad oplost en belast. De chemische samenstelling van een vulmetaal is gerelateerd aan die van het werkstuk.
Gesmolten metaal in het smeltbad kan chemisch actief zijn en reageert via de nabije atmosfeer. Dientengevolge kan de las worden geïnfecteerd door oxide- en nitride-insluiting om de mechanische eigenschappen ervan te verzwakken. Het smeltbad kan dus worden beschermd door neutrale beschermgassen zoals helium, argon en afschermende fluxen tegen verontreiniging. Voor de laszone worden schilden geleverd in de vorm van een fluxcoating voor de elektrode, anders in andere vormen.
Werkend principe
De werkingsprincipe van boogwikkeling dat wil zeggen dat in een lasproces de warmte kan worden gegenereerd met een elektrische boogaanval tussen het werkstuk en een elektrode. Dit is een gloeiende elektrische ontlading tussen twee elektroden door geïoniseerd gas.
De booglasapparatuur omvat voornamelijk een AC-machine, anders DC-machine, elektrode, houder voor de elektrode, kabels, Connectoren voor kabel, aardingsklemmen, beitelhamer, helm, staalborstel, handhandschoenen, veiligheidsbril, mouwen, schorten, enz.
Soorten booglassen
Booglassen wordt ingedeeld in verschillende typen, waaronder de volgende.
- Plasma booglassen
- Metaal booglassen
- Koolstofbooglassen
- Gas wolfraam booglassen
- Gas-metaal booglassen
- Ondergedompeld booglassen
- SMAW - Afgeschermd booglassen met metaal
- FCAW (Flux Cored Arc Welding)
- ESW (Electro-Stroke Welding)
- Boognagellassen
Plasma booglassen
Plasmabooglassen (PAW) is vergelijkbaar met GTAW of gaswolfraamlassen. Bij dit soort lasprocessen zal de boog zowel tussen het werkstuk als de wolfraamelektrode ontstaan. Het grootste verschil tussen plasmabooglassen en gaswolfraamlassen is dat de elektrode zich in de toorts van plasmabooglassen bevindt. Het gas kan worden verwarmd tot de temperatuur van 30000oF en verander het in het plasma om het lasgebied aan te vallen.
Metaal booglassen
Bij het metaalbooglassen (MAW) wordt voornamelijk een metalen elektrode gebruikt voor het lasproces. Deze metalen elektrode kan ofwel verbruiksgoederen anders niet-verbruikbaar zijn op basis van de vereiste. De meeste gebruikte verbruikbare elektroden kunnen met flux worden bedekt en het belangrijkste voordeel van dit type lasproces is dat het een lage temperatuur vereist in vergelijking met andere.
Koolstofbooglassen
Het koolstofbooglassen (CAW) -proces gebruikt voornamelijk een koolstofstaaf zoals een elektrode voor het lassen van de metalen verbinding. Dit soort booglassen is het oudste booglasproces en vereist een hoge stroom en lage spanning om de boog te genereren. In sommige gevallen kan een boog worden gegenereerd tussen twee koolstofelektroden die twin-koolstofbooglassen worden genoemd.
Gas wolfraam booglassen
Het gaswolfraambooglassen (GTAW) wordt ook wel Tungsten-inert gaslassen (TIGW) genoemd. Bij dit type lasproces kan een wolfraamelektrode worden gebruikt die niet kan worden geconsumeerd om het materiaal te lassen. De elektrode die bij dit lassen wordt gebruikt, kan worden omsloten met gassen zoals argon, helium, enz. Deze gassen beschermen het lasgebied tegen oxidatie. Dit soort lassen kan worden gebruikt voor het lassen van dunne platen.
Gas-metaal booglassen
Gas-metaalbooglassen (GMAW) wordt ook wel Metal inert gas-lassen (MIGW) genoemd. Het maakt gebruik van een verse metalen elektrode die wordt beschermd door gas zoals helium, argon, enz. Deze gassen beschermen het verbindingsgebied tegen oxidatie en genereren meerdere lagen lasmateriaal. Bij dit type booglasproces kan een lasdraad constant worden aangevoerd met behulp van een niet-verbruikbare metalen elektrode voor het lassen van het metaal.
Ondergedompeld booglassen
Het ondergedompeld booglassen (SAW) kan op grote schaal worden gebruikt binnen een automatische lasmethode. Bij dit soort lasproces wordt een elektrode volledig ondergedompeld door de korrelige coating van flux, en deze flux kan zijn een elektrische geleider dat is niet in strijd met de elektrische voeding. De vaste coating van flux houdt het gesmolten metaal tegen ultra-gewelddadige straling en atmosfeer.
SMAW - Afgeschermd booglassen met metaal
De term SMAW staat voor 'Shielded Metal Arc Welding', ook wel elektroplasflux afgeschermd booglassen of handmatig metaalbooglassen (MMA / MMAW) genoemd. Dit soort lassen wordt gebruikt wanneer de boog wordt geraakt tussen het werkstuk en de metalen staaf. Dus het oppervlak van beide kan oplossen om een smeltbad te vormen.
Wanneer de fluxcoating onmiddellijk op de staaf smelt, vormt deze slak en gas om het smeltbad tegen de omgeving te beschermen. Dit is een flexibele methode en geschikt voor het verbinden van materialen zoals ferro en non-ferro door een materiaaldikte op alle locaties.
FCAW (Flux Cored Arc Welding)
Dit soort lassen is een alternatief voor booglassen met afgeschermd metaal. Dit booglassen met fluxkern werkt zowel met een elektrode als met een stabiele spanningsvoeding zodat het een stabiele booglengte oplevert. Deze methode werkt door een beschermgas te gebruiken of het gas dat door de flux wordt gevormd om bescherming tegen besmetting te bieden.
ESW (Electro-Stroke Welding)
Bij dit soort lassen wordt de warmte geproduceerd door middel van stroom en gaat deze langs het toevoegmetaal en het werkstuk met behulp van een gesmolten slak naar het oppervlak van de las. Hier wordt lasstroom gebruikt om de opening tussen de twee werkstukken op te vullen. Dit soort lassen kan worden gestart door een boog tussen de elektrode en het werkstuk.
De boog genereert de warmte om het vloeiende poeder te smelten en maakt gesmolten slak. Hier bevat de slak minder elektrische geleidbaarheid die in vloeibare toestand kan worden gehouden vanwege de warmte die wordt gegenereerd door de elektrische stroom. De slak krijgt een temperatuur van 3500 ° F en is voldoende om de randen van het werkstuk en de verbruikbare elektrode te smelten. Metaaldruppels vallen richting het smeltbad en verbinden de werkstukken. Dit soort lassen is vooral van toepassing op staal.
Boognagellassen
Dit type laswerk is uiterst betrouwbaar en wordt in een groot aantal toepassingen gebruikt. Deze methode wordt gebruikt om elk formaat metaal met een werkstuk te lassen door de hoogste laspenetratie.
Dit type lassen kan aan één kant taaie lassen creëren op basismetalen met een dikte van 0,048 inch. Deze boog kan worden gevormd door gebruik te maken van een DC-voeding metalen bevestigingsmiddelen adereindhulzen en een stiftlaspistool. Bij dit lassen worden drie veelgebruikte methoden gebruikt, zoals getrokken boog, kortsluitbogen en stiftlassen met gasboog.
De getrokken boogmethode werkt met flux door vast te zetten in de stijl om het oppervlak van metaal te reinigen tijdens het lassen. Tijdens de boogvorming kan de flux worden verdampt en reageert deze door de vervuilende elementen in de omgeving om het lasgebied schoon te houden.
De korte-boogmethode is vergelijkbaar met de getrokken boog, behalve dat het geen fluxbelasting gebruikt, anders ferrule. Deze methode geeft dus de kortste lastijden van de boogstiftlastechnieken. De gasboog-stud-methode werkt door middel van statisch beschermgas zonder ferrule of flux, waardoor het gemakkelijker te automatiseren is.
Andere soorten booglassen
We weten dat de meeste industrieën metaalontwerp gebruiken en de meest gebruikte lassen worden hierboven besproken. Maar met verschillende andere methoden kunnen ook twee of meer metalen aan elkaar worden gelast, zoals de volgende.
Elektronisch straallassen
EBM of Electronic Beam-lassen wordt gebruikt om metalen te verbinden waar elektronengolven met hoge snelheid worden ontstoken om het ene metalen oppervlak aan het andere te lassen. Zodra de elektronengolf zijn doel treft, zal de aangetaste plek net voldoende smelten om het aangrenzende deel op zijn plaats te combineren.
Dit soort lassen is erg populair in de industrie. De techniek is vooral handig voor de fabrikanten van lucht- en ruimtevaart en automobiel, die dit laswerk gebruiken om verschillende metalen onderdelen in vrachtwagens, auto's, vliegtuigen en ruimtevaartuigen te combineren. Vanwege de aard van elektronenstraallassen op basis van vacuüm, is de methode veilig voor crisiswerk in leegstaande huizen en gebouwen.
Atomic waterstof lassen
Het AHW of Atomic waterstoflassen is een oude techniek voor het verbinden van metalen die vaak door de snede is gevallen voor efficiëntere technieken zoals gasmetaalbooglassen. Een regio waar automatisch waterstoflassen nog steeds bekend is, is het wolfraamlassen. Omdat wolfraam extreem gevoelig is voor warmte, is dit lassen veilig voor deze methode.
Elektroslaklassen
Dit is snellassen, uitgevonden in de jaren 50. Dit soort lassen verbindt zware metalen voor gebruik in apparatuur en machines in industrieën. Zoals de naam al doet vermoeden, is het afkomstig van de koperen waterhouders die zijn ingesloten in het gereedschap dat wordt gebruikt voor elektroslaklassen. Het water zorgt ervoor dat vloeibare slak tijdens een lassessie niet naar andere gebieden sijpelt.
Koolstofbooglassen
Het CAW of Carbon booglassen is een verbindingstechniek die wordt gebruikt om metalen te verbinden door temperaturen boven 300 graden Celsius toe te passen. Bij dit soort lassen kan er een boog ontstaan tussen de elektroden en de oppervlakken van metaal. Deze techniek was ooit populair, maar is nu achterhaald door twin-carbon-booglassen.
Oxy-Fuel lassen
Dit soort lassen is een methode waarbij zuurstof en vloeibare brandstof worden gebruikt om metaal in vorm te smelten. De Franse ingenieurs Charles Picard & Edmond Fouché zijn uitgevonden in de 20e eeuw. Bij dit proces wordt de door zuurstof gegenereerde temperatuur gebruikt in metalen oppervlakken. Dit lassen vindt plaats in een binnenatmosfeer.
Weerstand puntlassen
Weerstandspuntlassen wordt gebruikt waar warmte de oppervlakken van metaal verbindt. De warmte kan worden gegenereerd door de weerstand van elektrische stromen. Dit soort lassen behoort tot een verzameling lastechnieken die elektrisch weerstandslassen wordt genoemd.
Weerstandsnaadlassen
Weerstandsnaadlassen is een techniek die warmte produceert tussen de metaalhoudende oppervlakken door middel van gerelateerde eigenschappen. Dit soort lassen begint aan de ene kant van een verbinding en werkt zijn modus naar het andere uiteinde. Deze methode is dus voornamelijk afhankelijk van tweelingelektroden die normaal gesproken van kopermateriaal zijn gemaakt.
Projectielassen
Projectielassen is een methode die de warmte in een nauwkeurig te plaatsen gebied beperkt. Deze methode is heel gebruikelijk bij projecten waarbij tapeinden, moeren en andere metalen bevestigingsmiddelen met schroefdraad, draden en gekruiste staven worden gebruikt.
Koud lassen
Een alternatieve naam voor dit lassen is contactlassen. Dit type lassen wordt gebruikt om de oppervlakken van metalen te verbinden zonder te smelten door warmte.
Voordelen van booglassen
De voordelen van booglassen zijn voornamelijk de volgende.
- Booglassen heeft zowel een hoge snelheid als lasefficiëntie
- Het bevat een eenvoudig lasapparaat.
- Het is gewoon verplaatsbaar.
- Booglassen vormt de fysiek krachtige verbinding tussen de gelaste metalen.
- Het biedt betrouwbare laskwaliteit
- Booglassen biedt een superieure lasatmosfeer.
- De krachtbron van dit lassen is niet duur.
- Dit lassen is een snel en consistent proces.
- De lasser kan gewone huishoudelijke stroom gebruiken.
Nadelen van booglassen
De nadelen van booglassen zijn onder meer de volgende.
- Een zeer deskundige operator is nodig om booglassen uit te voeren.
- De afzettingssnelheid kan onvolledig zijn omdat de elektrodebekleding de neiging heeft te verbranden en af te nemen
- De lengte van de elektrode is 35 mm en moet voor de gehele productiesnelheid worden vervangen.
- Deze zijn niet schoon voor reactieve metalen zoals titanium en aluminium
Toepassingen
De toepassingen van booglassen omvatten de volgende.
- Gebruikt bij het lassen van plaatstaal
- Voor het lassen van dunne, ferro- en non-ferrometalen
- Gebruikt om druk- en drukvaten te ontwerpen
- De ontwikkelingen van piping in industrieën
- Gebruikt in de domeinen automotive en woninginrichting
- Industrieën van scheepsbouw
- Gebruikt in de fabrikant van vliegtuigen en ruimtevaart
- Automatische restauraties van de carrosserie
- Spoorweg
- Industrieën zoals de bouw, auto-industrie, mechanica, enz
- Gas Tungsten Arc Welding wordt gebruikt in de lucht- en ruimtevaartindustrie om vele gebieden zoals plaatmetaal met elkaar te verbinden
- Deze lassen worden gebruikt voor het repareren van matrijzen, gereedschappen en meestal op metalen die zijn gemaakt van magnesium en aluminium.
- De meeste fabricage-industrieën gebruiken GTAW om dunne werkstukken te lassen, met name non-ferrometalen.
- GTAW-lassen worden gebruikt waar extreme corrosiebestendigheid en scheurvorming gedurende een lange periode van kwaliteiten vereist zijn.
- Het wordt gebruikt in de productie van ruimtevaartuigen
- Wordt gebruikt om onderdelen met een kleine diameter en dunwandige buizen te lassen, waardoor het toepasbaar is in de fietsindustrie
Dit gaat dus allemaal over elektrisch booglassen, en het is de flexibele lasmethode. De elektrische booglassen toepassingen betrokken bij productie-industrieën voor het genereren van krachtige verbindingen wereldwijd vanwege hun eigenschappen zoals gemak en superieure lasefficiëntie. Het wordt het meest gebruikt in verschillende industrieën voor de bescherming van andere renovatiewerken zoals de automobiel-, bouw-, scheepsbouw- en ruimtevaart. Hier is een vraag voor u, wat is het bereik van de booglastemperatuur?